I. Endüstri İzlenimi: Hızlı Önemli Dökümlerdeki Hava Sıkışıklığı Engeller
Otomobil üretimi, hidrolik makineler, deniz mühendisliği ve askeri endüstriler gibi modern hassas üretim sektörlerinde, alüminyum, çinko,Magnezyum, ve bakır alaşımları yaygın olarak kullanılırBununla birlikte, erimiş metal katılaşması sırasında hacimsel küçülme nedeniyle, mikroporlar, iğne delikleri ve gözeneklilik gibi iç kusurlar kaçınılmaz olarak dökümler içinde oluşur.Bu küçük kusurlar, işleme işlemlerinden sonra kolayca birbirine bağlanabilir ve döküm gaz veya sıvı basınçına maruz kaldığında mikro sızıntıya neden olabilir..
Geleneksel dış kaplamalar birbirine bağlı iç mikroporları temel olarak ortadan kaldıramıyor. Bu da hava geçirmezliğini, fiziksel dayanıklılığını,ve sonradan ürünlerin galvanizasyon veya sonlandırma kalitesiVakum Basınçlı Impregnasyon, dökümlerde sızıntı onarımı ve mikropor mühürlenmesi için en verimli ve güvenilir yöntem olarak dünya çapında kabul edilir.İç kusurları doldurmak ve dayanıklı bir basınç dirençli mühür elde etmek için iyileştiren iç kusurlara derin bir nüfuz edici ajan zorlamak için bir vakum basıncı dizisi kullanır..
Büyük ölçekli sürekli sıvı ısıtma fırını hatlarında (Model: WDL260608BR) ileri başarılarını takiben,WONDERY, sıvı basıncı kontrolü ve mikro boşluk mühürleme teknolojisi alanındaki temel yetkinliğini bir kez daha doğruladı."1350 Yarım Otomatik Vakum Sıvılama Ekipmanı.docx"deki teknik standartlara atıfta bulunmak, WONDERY, JS1350 Akıllı Tam Otomatik Vakum Basınçlı Sıvılandırma Sistemini (Teknik Teklif: WDL260608CA) teslim etti.Bu uluslararası teslimat, BSB Üretiminin Baş Profesyonel Mühendisi Narinder (Nindi) Bhogal P.Eng'in doğrudan gözetiminde BSB Üretim için gerçekleştirildi ve başarıyla görevlendirildi..
II. Teknik Çözümler ve Süreç Mimarlığı
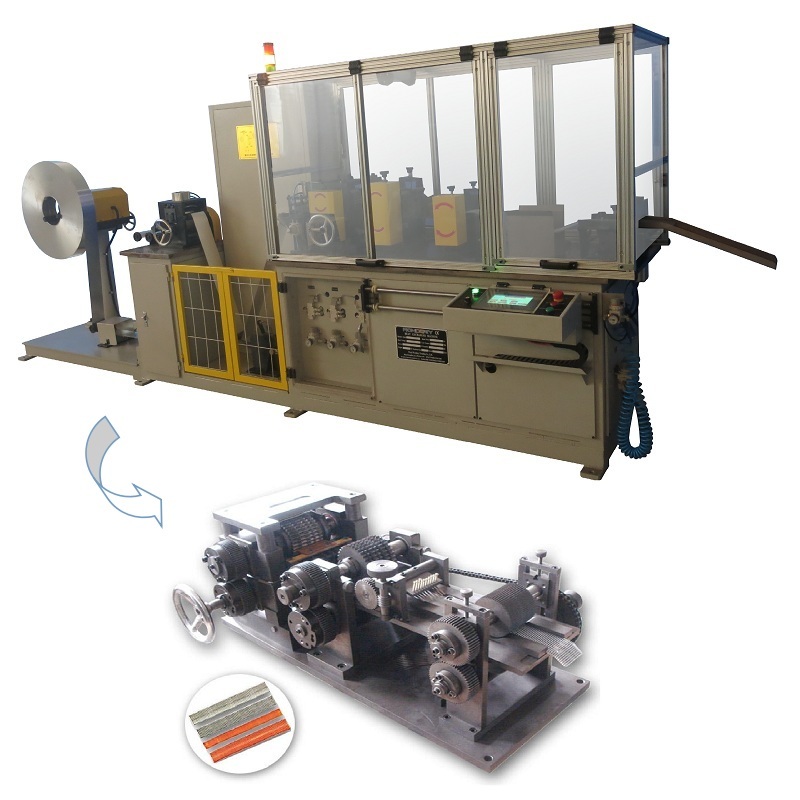
1Temel Süreç Birimlerinin Ayrıntılı Tanımı
Vacuum Impregnation Unit: Impregnation tankı, $ Phi1350'lik bir iç çapına sahiptir ve birinci sınıf SUS304 paslanmaz çelik levhasından (6-8mm kabuğu, 1.0 mm kaplama) tek parça dövme flens ve hızlı hareket eden pnevmatik kapak mekanizması ileYüksek verimli bir vakum pompası ve özel bir soğutma ünitesi tarafından çalıştırılan, çalışma negatif basıncı -0.098 MPa'dan -0.100 MPa'ya kadar korunur.Kuru ve ıslak vakum döngüleri kullanılarak, mühürleyici mikroporların içine zorlanır.Tank, organik mühürleyici sıcaklığını sabit bir seviyede tutmak için soğutma ceketine entegre edilmiş 40 mm kalınlığında bir yalıtım tabakasıyla sarılmıştır.En iyi kimyasal viskozite ve istikrarı sağlamak.
6-Yönlü Merkezi Kavramlı Sıvı Geri Kazanma Birimi: Karmaşık mattan dökme geometrileri genellikle batırıldıktan sonra kör delikler ve iğneli boşluklar içinde fazladan mühürleyiciyi tutarWONDERY iki aşamalı santrifugal dehidrasyon tasarımı yoluyla bunu çözüyor.Malzeme sepeti vinçle yüklendiğinde,bir solucan dişli redüktörü dört işlenmiş yüzeyi dehidrat için 0 sim 100 r/min} $ (VFD ayarlanabilir) yüksek hızda ileri ve geri dönüşürMekanizm, geriye kalan iki yüzeyi santrifüjik olarak döndürmek için otomatik olarak 90$^{circ}$ e eğilir.Bu 6 yönlü eylem, mühürleyici tüketimini üçte bir oranında azaltır ve geri kazanılan ajan geri dönüşüm için ana havuza% 100 pompalandırılır..
3 Aşamalı Eğilişli Yüksek Basınçlı Yıkama Birimi: Geleneksel daldırma yıkama yöntemleri ikincil su kirliliğine neden olurBu durulama sistemi, malzeme sepeti döndürmek için bir Bonfiglioli redüktörü kullanırken, yüksek basınçlı bir pompa, hareketli iş parçalarına yapılandırılmış nozeller aracılığıyla temiz su püskürtür.Üç aşamalı eğimli karşı akım drenaj mekanizması ile birlikte, endüstriyel su tüketimini neredeyse yarıya düşürür ve iplik ve kör deliklerde sızdırma tıkanmalarını tamamen ortadan kaldırır.El ile hava üfleme işlemlerine gerek kalmadığı için.
Döner Sıcak Su Düzeltme Birimi: İyice yıkanmış iş parçaları sıcak su düzeltme tankına taşınır.Yüksek güçlü paslanmaz çelik ısıtma elemanları otomatik olarak su sıcaklığını 90 $ sim 93 ^ {circ} text {C} $Bileşenler 10-15 dakikalık bir saat yönünde ve saat yönüne karşı termal sertleştirme döngüsüne maruz kalır.Su boşaltma aşamasında, eğim sistemi kör deliklerden birikmiş suyu boşaltmak için tam hızla döner ve kalıntı ısı ile hızlı bir kurutma etkisine ulaşır.Bir buhar çıkarma fanı fazla atölyede buharları süpürürken.
2Akıllı Elektrik Kontrol Kabineti ve Entegre Güvenlik Sistemi
Temel Donanım Mimarlığı: Tüm hat boyunca otomatik mantık, Japonya ithal Mitsubishi PLC ve genişleme modülleri tarafından düzenlenir.premium 14 inçlik MCGS dijital dokunmatik ekran HMI ve CHINT düşük voltajlı elektrikli anahtarla eşleştirilmiştir.
Tek tıklama ile otomatik işlem: Sürekli hat "Tek tıklama ile başlat" işlevselliğini desteklerTam bir impregnasyon döngüsü, tank yükleme, vakum çekme, otomatik iniş daldırma, 6 yönlü dönüş, püskürtme,ve sıcak su kurulaması, sepet başına 15 dakikalık kesin bir sıraya kilitlenir..
Yüksek koruma dereceleri ve izolasyon güvenliği: Operatör kontrol paneli ve gövdeye monte edilmiş elektrikli bileşenler, toz, nem,ve kimyasal mühürleyici korozyonSistem, kurutma filtreleri ve büyük çaplı basınç azaltma valfi ile donatılmış bağımsız paslanmaz çelik vakum izolasyon tankını entegre eder.İz sıvılarının veya nemin vakum pompasına girmesini önlemekAyrıca, kontrol mimarisi, gelecekteki robotik kol entegrasyonu için önceden kablolu bir iletişim arayüzü içerir..
III. Temel tüketim malzemeleri: Üçüncü nesil 902 Organik Sıvı Özellikleri
Donanım kurulumunun yanı sıra, WONDERY 2.000 kg amiral gemisi tüketicisini tedarik ettiÖzellikle demir dışı dökümlerdeki mikro porozluk için formüle edilmiş, 0.1$'dan küçük mikroporlar için %99'u aşan bir nüfuz niteliği oranı sağlar.:
Fiziksel ve Kimyasal Profil: Ana ajanı (metakril asit monopolimeri) ve sertleştiriciyi içeren ve 9 mPa·s düşük karışım viskozitesi elde eden iki parçalı suda çözünür bir reçineÜzerinde kalan herhangi bir kalıntı organik çözücü kullanmadan kolayca suyla yıkanabilir.Vakum altındaki yüksek kaynama noktası, buhar üretimini en aza indirir ve vakum pompasında aşırı çalışma yüklerini önler..
Kötü Çevre Dayanıklılığı Sertifikaları:
Sıcaklık ve sıvı direnci: 50 saat boyunca 200 °C'lik kuru ısıya devamlı maruz kaldıktan sonra tam basınç sıkılıklı mühürleme bütünlüğünü korur.Ayrıca motor yağına / kayganlaştırıcılara 50 saat boyunca 120$'lık bir sıcaklıkta daldırılır..
Kimyasal Orta Dayanıklılık: Uzun ömürlü soğutucuya maruz kaldığında sıfır bozulma ile tam kimyasal inertlik gösterir (LLC 100 ^ {circ}text{C} çarpı 10text{h}$),Havacılık petrolü/dizel (7 gün oda sıcaklığında), ve Freon R22/R134A gibi soğutucular (7 gün).
Uluslararası Standartlara Uygunluk: MIL-I-6869D askeri standardı altında tüm sıkı test protokollerini başarıyla geçmiştir.ve boya bitirme uyumluluğu.
IV. Doğrulanmış Üretim Kapasitesi ve Ticari Çerçeve
Kapasite Hesabı: $ L470 çarpı W370 çarpı H216 ölçümleri için tasarlanmış, her malzeme sepeti 16 parçayı barındırır.Standart 10 saatlik tek vardiya işlemi altında (32 sepet/gün), hat günde 512 parça üretir, ayda toplam 10.240 nitelikli parça (20 gün)Yüksek yüklü 20 saatlik çift vardiya programı altında (günde 70 sepet) günde 1.120 parça veya ayda 22.400 parça yüksek bir verime ulaşır..
Ticari parametreler: Anahtar teslim sistemi 151 dolarlık bir değerlendirme taşıyor.000.00 USD (JS1350 donanım tesisi ve 2.000 kg 902 mühürleyici dahil)WONDERY, yedek bir Y mühürlü yüzük ve 12 kW'lık korozyona dayanıklı iki elektrikli ısıtma elemanı da dahil olmak üzere ücretsiz yedek parçalar sağladı.Modüler parçalanmayı ve konteynerli deniz taşımacılığını ön ödemeyi aldıktan sonra 70 iş günü içinde tamamlamak.